Last Updated on November 2, 2025 by Owen McGab Enaohwo
Imagine it’s a Monday morning, and as the CEO, you walk through your office only to spot inefficiencies at every turn. Despite your team’s best efforts, frustration runs high, and resources are wasted regardless of their hard work. All signs point to disorganized and chaotic processes.
What if there was a way to streamline your operations, cut waste, and empower your team to work smarter rather than harder? Enter lean process improvement, a proven methodology with a tool like SweetProcess that has helped businesses across industries achieve that.
In this article, we’ll explore what lean process improvement means, why it is a game-changer for founders, team leaders, and CEOs, how to implement it step-by-step, and how to use SweetProcess for lean process improvement.
Ready to take the first step toward operational excellence? Sign up with SweetProcess for a 14-day free trial without a credit card.
Table of Contents
What Is Lean Process Improvement?
Why Is Lean Process Improvement Important?
9 Steps to Effectively Manage Your Company’s Lean Process Improvement
How to Manage Your Company’s Lean Process Improvement Using SweetProcess
9 Lean Process Improvement Tools
Lean Process Improvement vs. Value Stream Management
Lean Process Improvement vs. Agile
Lean Process Improvement vs. DevOps
Manage Your Company’s Lean Process Improvement Seamlessly With SweetProcess
What Is Lean Process Improvement?
Lean process improvement is a methodical approach to pinpointing problems in workflows and simplifying operations within a company. The goal of this structure is to create more value for customers. Lean processes transcend industries and bridge the gap of operational excellence for businesses. It focuses deeply on smart working, which continuously finetunes and perfects slow processes, cuts down on irrelevant activities, optimizes resources, and maximizes productivity.
Imagine a business where every action, resource, and decision aligns perfectly with customer needs. SweetProcess can help bring balance to your business. It focuses on reducing bottlenecks, improving quality, and fostering a culture of continuous improvement at every level of the organization. Whether the waste is excess inventory, irrelevant steps, delays, or overproduction, lean process improvement tracks and systematically improves workflow. This process improvement technique helps companies free up resources and time, enabling them to channel energy around structured growth and innovation.
Why Is Lean Process Improvement Important?

Increased Efficiency
Imagine a team slowed down by inefficiencies like the employees at Turkstra Lumber, a business intelligence, and Lean Six Sigma company that battled with duplicated efforts, wasted resources, and frustration. The picture changed when they used SweetProcess to improve the lean process. Now, the team operates like a well-oiled machine, delivering high-quality results with agility and precision. This transformation is the success that lean process improvement technique brings. Organizations are empowered to streamline operations, boost productivity, and enhance customer satisfaction by systematically identifying and minimizing waste. The lean process is not just a strategy. It is a mindset that promotes innovation, adaptability, and tenacity, creating businesses that thrive in competition.
Better Collaboration
Lean process improves projects’ seamless collaboration by creating a culture of shared goals, purpose, and progressive growth. Think about a team working harmoniously, with each member understanding and taking ownership of their role and how it impacts the bigger picture. The lean process encourages waste reduction, workflow structure, open communication, transparency, and accountability. It also aligns cross-functional teams, breaking down silos and fostering a collaborative mindset.
Improved Morale
Lean process improvement boosts confidence by fostering a culture of collaboration and empowerment. Imagine a workplace where inefficiencies are addressed, bottlenecks are removed, and team members feel their contributions matter. Employees develop a sense of ownership by simplifying processes and frustration caused by redundant tasks. Employees develop a sense of ownership in creating solutions. As productivity improves, job satisfaction creates a ripple effect where a more engaged workforce drives innovation, loyalty, and long-term success also increases.
Decrease in Wastage
Lean process improvement helps decrease waste by fostering a culture of efficiency and intentionality. Think of a system where every step adds clear value and invaluable and irrelevant activities vanish. By spotting hitches, structuring workflows, and aligning resources to actual needs, teams reduce less-needed tasks and redistribute efforts to relevant areas. With SweetProcess, a company like ShipCalm transformed operations into a well-orchestrated symphony, reducing wasted time, materials, and opportunities. This approach helps to trim costs and empower teams by allowing them to focus on meaningful, value-driven work.
Growth Mindset
Lean process improvement fosters a growth culture, instilling a culture of progressive learning and adaptation. Founders and teams are encouraged by the lean process improvement methodology to dig into gradual improvement, where every small change leads to milestones. By eliminating inefficiencies and promoting innovation, lean process improvement methodology empowers teams to embrace challenges as opportunities for growth. This reset shifts the focus to aid organizations’ evolvement, adaptability, and response to market demands more effectively. Through lean, leaders create environments where experimentation and feedback are valued, helping employees develop problem-solving skills and a deeper sense of ownership, ultimately driving both individual and company-wide growth.
Satisfied Customers
Lean process improvement is a powerful approach for enhancing customer satisfaction by reducing hitches and streamlining workflows. By digging into value-added activities and reducing waste, businesses can deliver higher-quality products and services faster and at lower costs. Adopting lean principles means promoting a culture of continuous improvement, where every team member is empowered to identify opportunities for better customer experiences.
Ability to Remain Relevant
Lean process improvement is a powerful strategy for businesses aiming to remain relevant in an ever-evolving market. By streamlining operations and eliminating waste, organizations can deliver more value to customers while improving efficiency.
For founders, team leads, and CEOs, embracing lean fosters a culture of continuous improvement, ensuring the company adapts quickly to changing demands. It empowers teams to innovate, reduce costs, and enhance productivity, making the organization more agile and responsive. In a world where customer expectations and market conditions shift rapidly, lean process improvement helps businesses stay competitive, optimize resources, and future-proof their operations.
9 Steps to Effectively Manage Your Company’s Lean Process Improvement

1. Review the Process You Want to Improve
Improving your company’s lean process culture involves reviewing the process you want to improve. This was exactly what the Brooks Law Group did with the SweetProcess lean process improvement tool. With it, they critically came up with processes that needed restructuring. It is about spotting lapses and activities that cause no productivity or create unnecessary waste. Start by mapping the workflow and examining each step for value-added versus non-value-added activities. This review should include input from the team members directly involved, as they often provide insight into pain points that leadership might overlook. By thoroughly understanding the current state, you set the foundation for meaningful changes that align with lean principles
2. Identify What Improvements Need to be Made
Next, it is time to identify what needs to be improved. Take note of the inefficiencies, anomalies, and bottlenecks that must be fixed. Look closely at processes that are slowing down productivity or creating unnecessary complications. Are there repetitive tasks that can be automated? Are there steps causing delays or confusion among team members? This phase is about digging deep to uncover hidden gaps or outdated methods. Pay attention to feedback from your team, as they often see what leadership may overlook. By combining these insights with the right process improvement software that can boost efficiency, you can streamline workflows, reduce errors, and lay a stronger foundation for impactful and sustainable improvements moving forward.
3. Implement the Suggested Changes
Implementing the suggested changes means following strategies that have been identified as effective. This involves analyzing the recommendations and ensuring they align with the organization’s goals and priorities. Once you have identified the steps, it is crucial to plan the rollout methodically—breaking down the process into manageable phases to minimize disruptions. Clear communication with your team is key, as everyone needs to understand their role in executing the changes. Along the way, track progress, gather feedback, and remain open to adjustments. The success of this stage depends on discipline, collaboration, and the willingness to adapt as challenges arise.
4. Monitor How the Changes are Impacting Your Efficiency
As you implement improvements, it’s essential to track how these changes influence efficiency. Continuous Quality Improvement (CQI) relies on setting clear metrics and benchmarks to measure the effectiveness of adjustments.
Monitor workflow evolution, identify bottlenecks, and assess whether modifications are streamlining operations or introducing new challenges. Regular feedback loops are critical to continuously monitoring these impacts, ensuring agility and the ability to refine processes in real time.
By embracing CQI, your organization fosters a culture of sustained improvement, where efficiency is not just a goal but an ongoing pursuit.
5. Identify What Activities Add Value
Next, it is time to identify the most valuable activities. Focus on what truly brings progress—those tasks and processes that directly contribute to your goals and outcomes. Whether a core product, service delivery, or customer engagement, prioritizing activities ensures resources are used wisely. This sometimes means taking a step back and analyzing your workflows to see where efforts are spent. It’s all about working smarter, not harder and ensuring every action taken has a meaningful impact on growth and success.
6. Limit Risk
Limiting the risk involved is necessary, as you need to know the odds against the processes and workflow. Understanding these odds allows you to identify vulnerabilities and anticipate potential challenges before they escalate into larger issues. It’s not just about minimizing damage; it’s about ensuring that every decision and system implemented is backed by thoughtful analysis and foresight. This way, you create a framework that supports stability and resilience. By actively addressing risks, you safeguard resources, time, and effort, ensuring that the organization can operate smoothly, even when unforeseen circumstances arise. It’s about being proactive, not reactive.
7. Standardize the Processes
Standardizing the process is essential to maintaining consistency and efficiency across all operations. Creating a clear and repeatable framework reduces confusion and errors that could disrupt the workflow. Standardization ensures everyone knows their role and follows the same guidelines, making it easier to identify bottlenecks or inefficiencies. It also lays the foundation for scalability, allowing organizations to grow without compromising quality or productivity.
Training new team members becomes seamless when standardizing processes, and the entire team works in sync toward shared goals. It’s about creating a blueprint for sustained success.
8. Ensure Compliance
Ensuring compliance is non-negotiable in today’s regulatory landscape. Adhering to laws, industry standards, and internal policies protects your business from potential fines, legal issues, or reputational damage. But it’s more than just ticking boxes; it’s about building trust with stakeholders who rely on your integrity and transparency. When compliance is embedded into every aspect of your operations, it demonstrates accountability and mitigates risks that could derail your progress.
9. Improve the Customer Experience
Improving the customer experience is at the heart of building lasting relationships and driving growth. Every customer interaction with your brand should reflect value, care, and efficiency. Refining your processes and actively seeking feedback, you identify opportunities to exceed expectations and address pain points. A better customer experience fosters loyalty, turning one-time buyers into lifelong advocates. It’s about putting the customer first and ensuring their journey with your business is seamless, enjoyable, and memorable.
How to Manage Your Company’s Lean Process Improvement Using SweetProcess
Streamline your company’s lean process improvement with SweetProcess, the ultimate tool for eliminating waste and enhancing efficiency. SweetProcess empowers your team to document, refine, and automate workflows effortlessly, optimizing every process for maximum productivity.
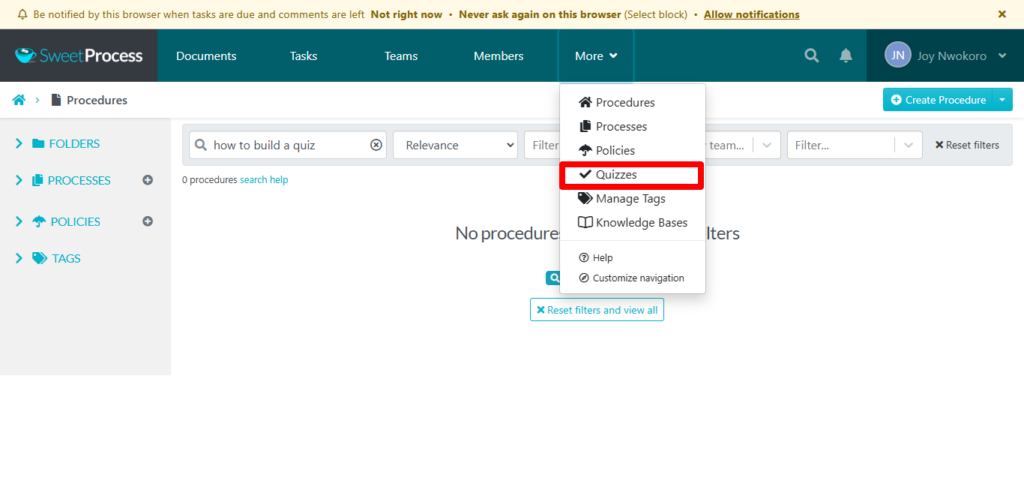
Create a Quiz to Evaluate Your Team’s Understanding of Company Policies, Processes, and Procedures
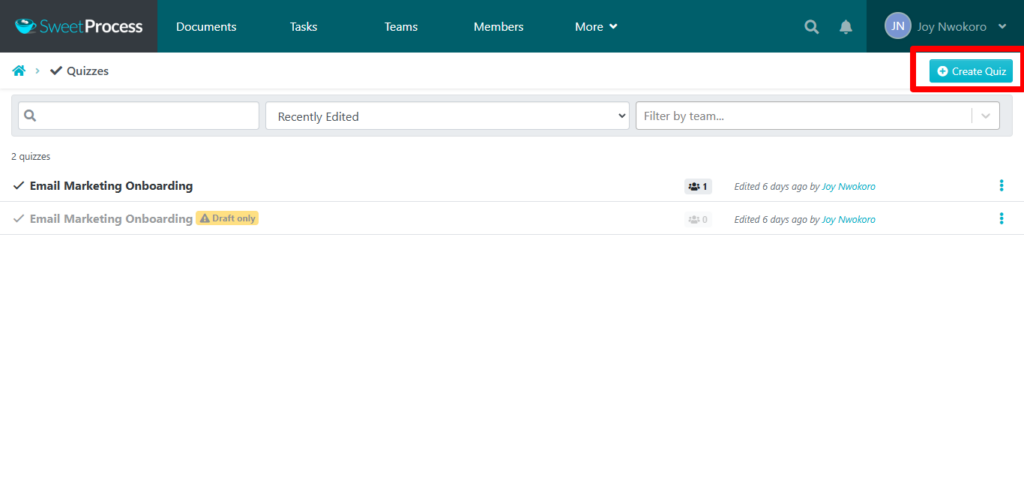
SweetProcess makes setting up quizzes seamless. Begin with the “More” tab on your dashboard and select “Quizzes.”
Click the “Create Quiz” button.
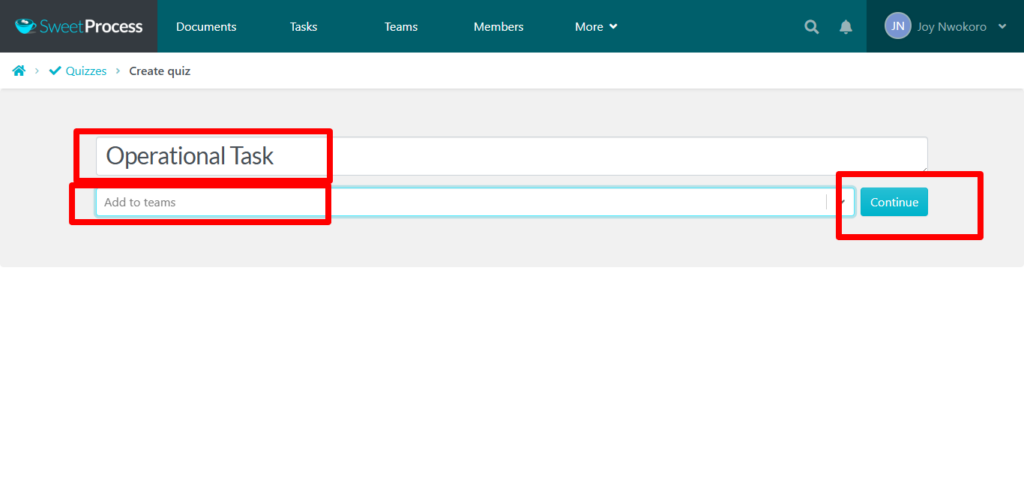
After that, you’ll be prompted to title the quiz, add your team, and click “Continue.” Let’s say your quiz is titled “Operational Task,” as seen below.
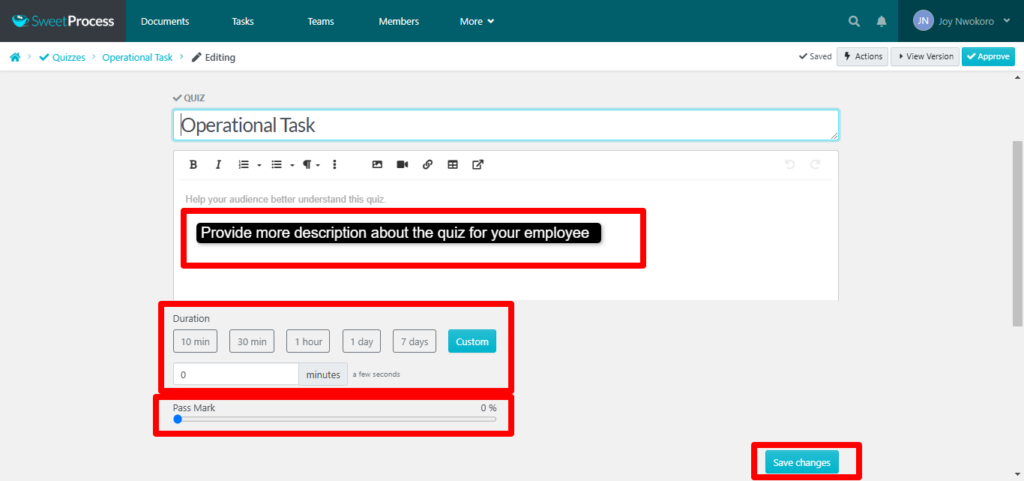
Next, you will be directed to another page where you will provide the following:
- A detailed description of the quiz
- Set a duration for the quiz
- Choose a pass mark for the quiz
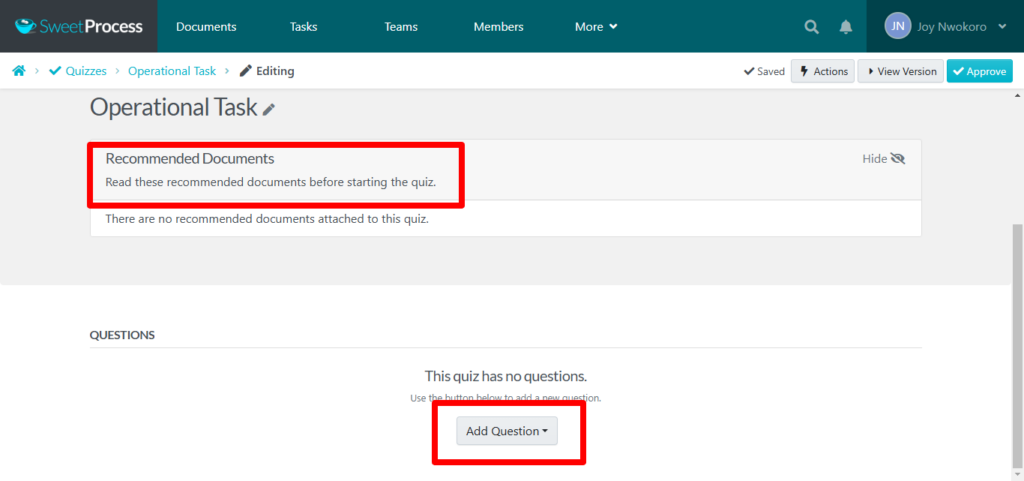
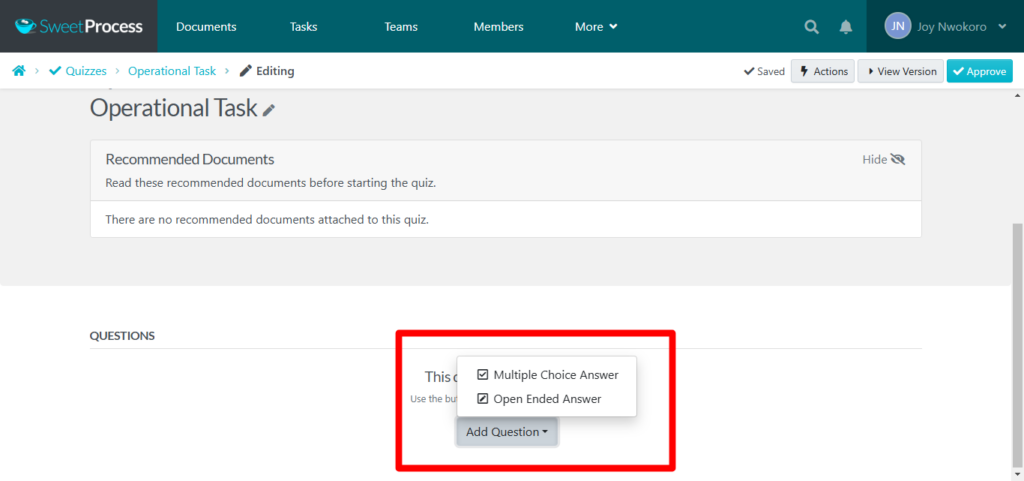
Once you’ve saved your changes, a new page opens up. On the page, there is a “Recommended Documents” section where you can include some recommended procedures, policies, and processes created previously that are related to this specific quiz. Employees can quickly double-check if they can’t remember a piece of information. After this, click the ‘Add question” tab.
SweetProcess supports different question types, such as multiple-choice and open-ended question formats.
This is what the multiple-choice format looks like:
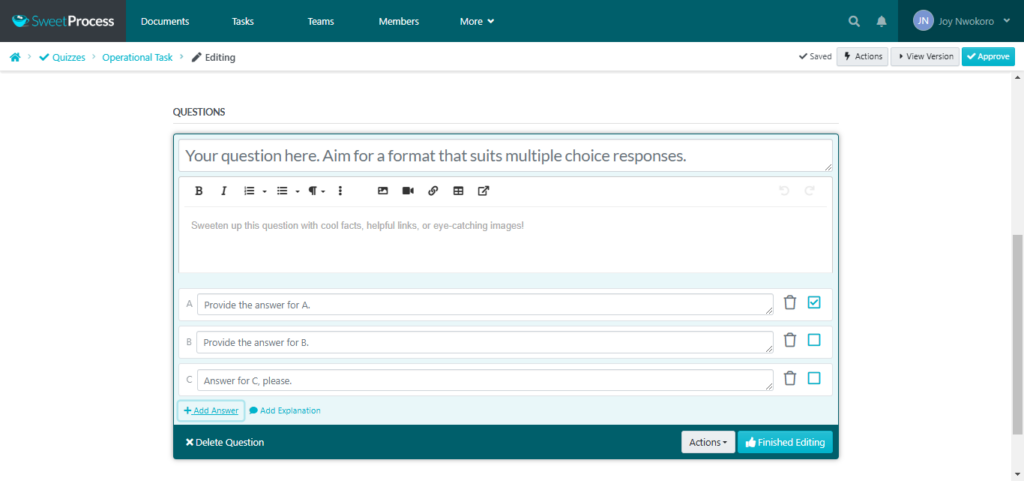
This multi-choice format works well if you want the employee to show an understanding of basic concepts in your industry. A good multiple-choice quiz question for the operational task example above could be” What should you do if you identify a recurring issue in an operational process?” A multiple-choice question usually has one correct answer with multiple choices.
The open-ended format looks like this:
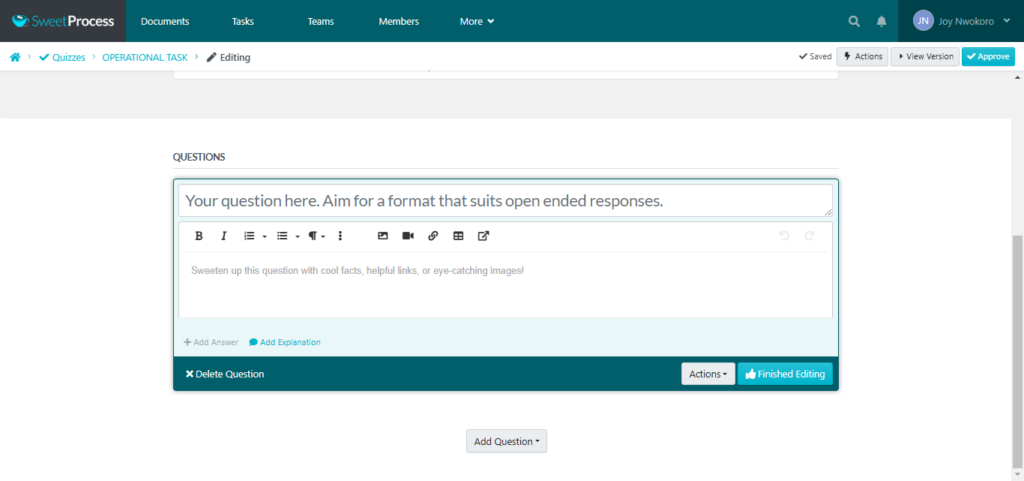
You can explore this if you want the new employee to explain certain concepts in your industry and how they work. A good open-ended question could be, “Describe the steps you would take to resolve a delay in completing an operational task and how you would communicate the issue to your team.” This type of question encourages detailed responses and helps assess critical thinking and problem-solving skills.
Now, click on the “Approve” tab at the top right corner of your screen, as shown below.
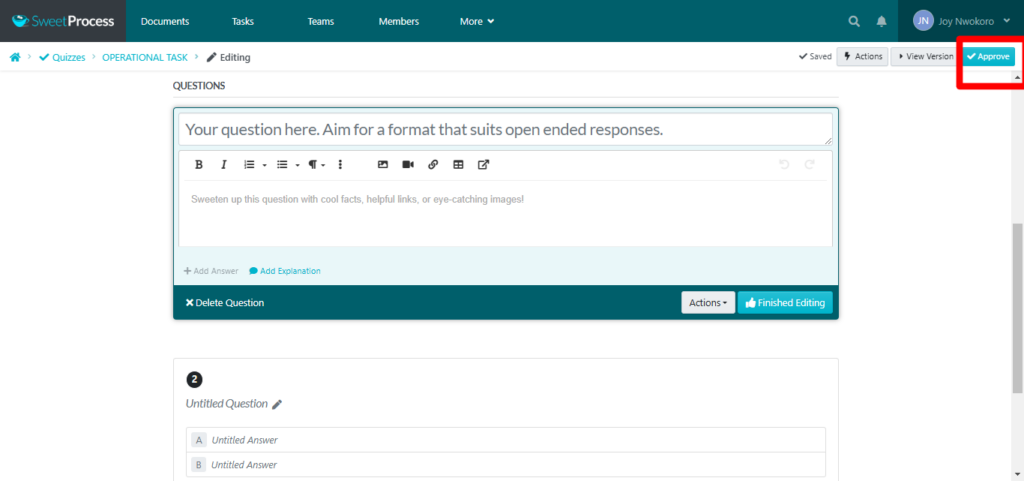
Finally, when all the questions are added and approved, here’s what the quiz will look like for everyone.
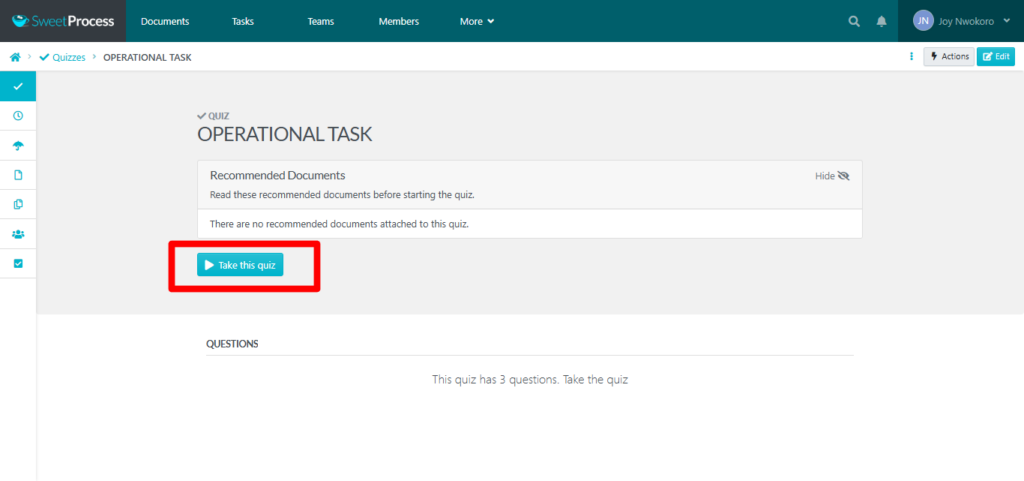
The employee can click on the “Take this quiz” button, and they’ll be redirected.
Document Repetitive Tasks in One Place
Repetitive tasks are manual, time-consuming activities that can be broken down into discrete steps and documented as procedures within a larger process.
In SweetProcess, you can document and link all your processes and procedures to procedures and policies.
To create a new procedure in SweetProcess, click “Procedures” at the top and “Create Procedure” at the top right corner. Give your procedure a name and description.

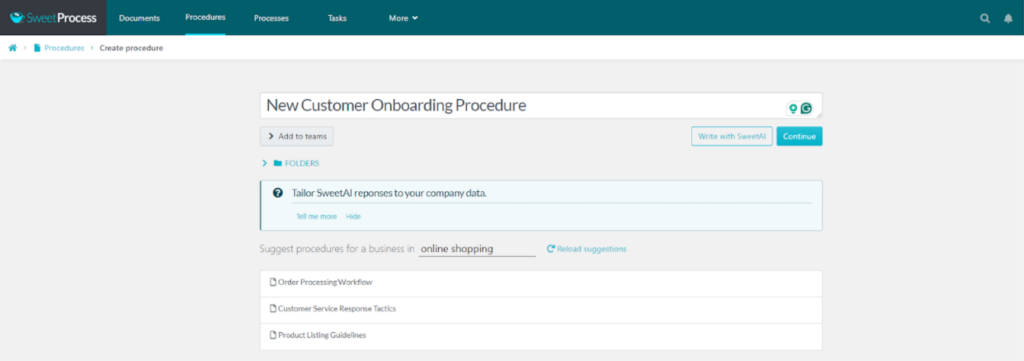
From here, you have two options to continue:
Click “Continue” to use the document editor to break down your workflow into steps. You can add a step, a decision, or an end step. Use text, images, videos, and attachments in each step to make your work instructions clear and comprehensive.
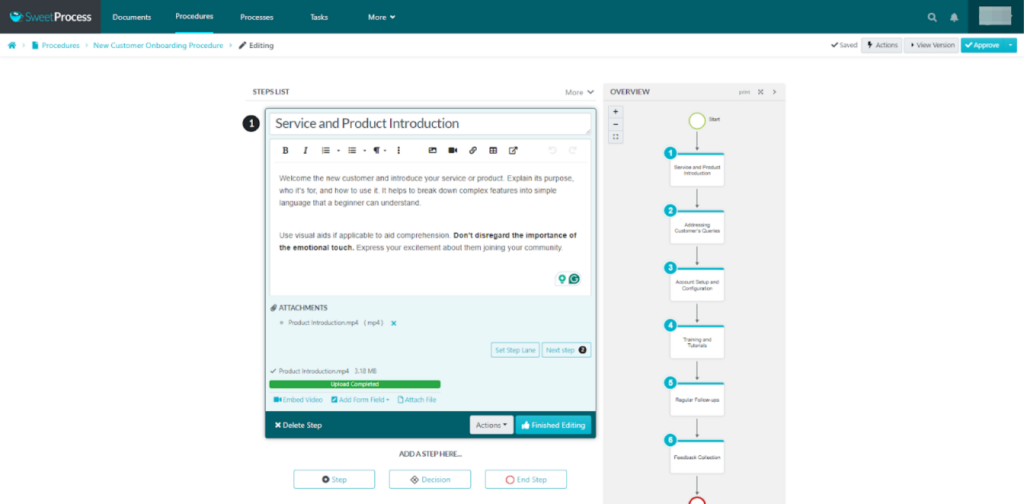
SweetProcess’s formatting tools, such as headings, bullet points, and numbered lists, help you structure your content in an easily digestible format. This option gives you full control over creating your procedure and allows you to include specific details and media relevant to your workflow.
Alternatively, you can use SweetAI, the AI assistant integrated into the SweetProcess platform, to generate procedures automatically based on your input.
To use SweetAI, click “Write with SweetAI” after writing your procedure title.

SweetAI will then generate a draft procedure based on your input, including steps and formatting.
This is ideal for quickly documenting the first version of a procedure, which you can then refine and edit as needed. SweetAI’s natural language processing capabilities make creating clear, concise, and well-structured procedures easy with minimal effort.
Turn Procedures and Processes Into Actionable Tasks
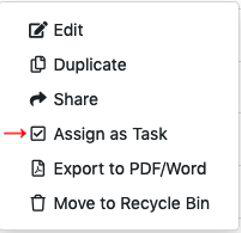
To turn your processes and procedures into manageable tasks, log in to your SweetProcess account and click on the three dots in front of the process or procedure on the far right hand, as shown below.
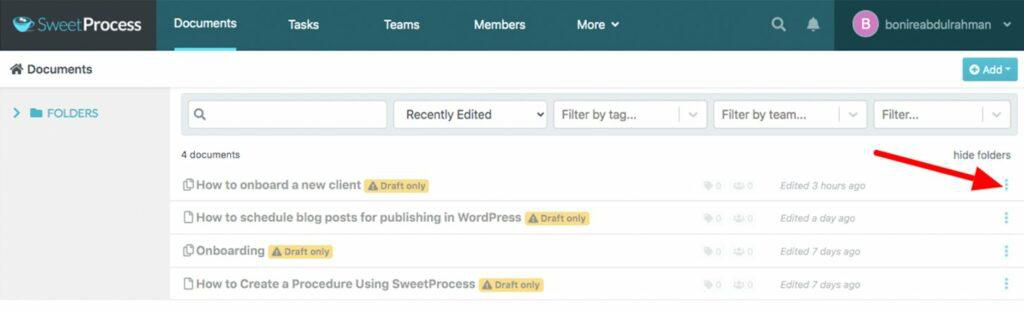
You’ll get a drop-down menu upon clicking, as shown in the screenshot below. Click on “Assign as Task,” and you’ll be taken to a window like the one below.
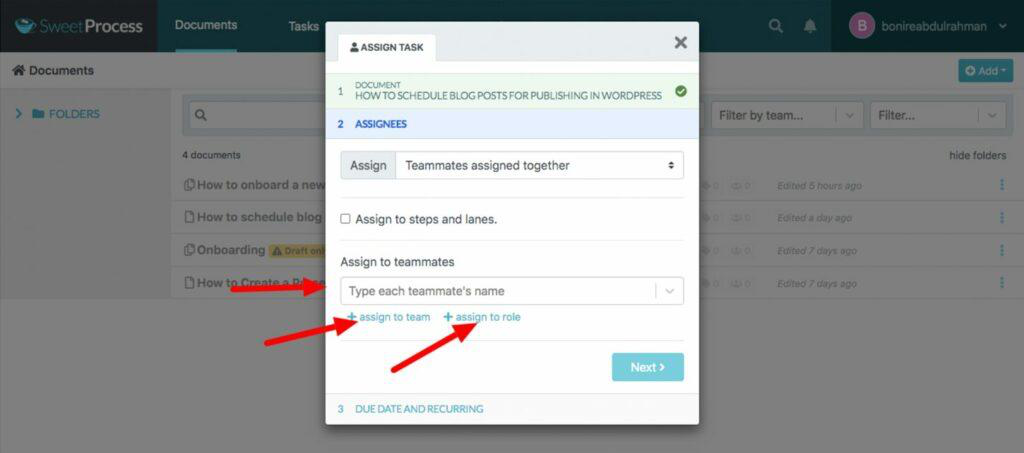
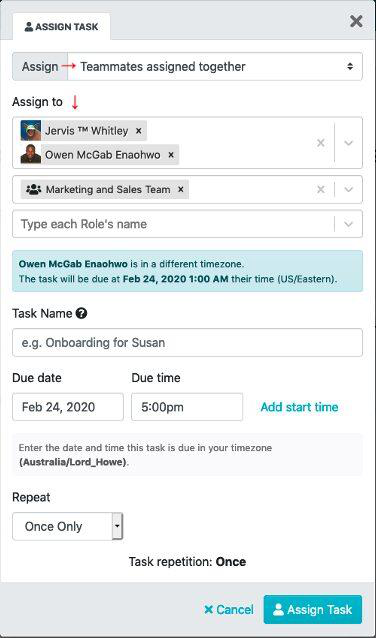
You can assign the process or procedure to a teammate, a job role, or the entire team. For the sake of this step-by-step guide, we will assign this procedure to a role (the editor in this case). The other options follow a similar step.
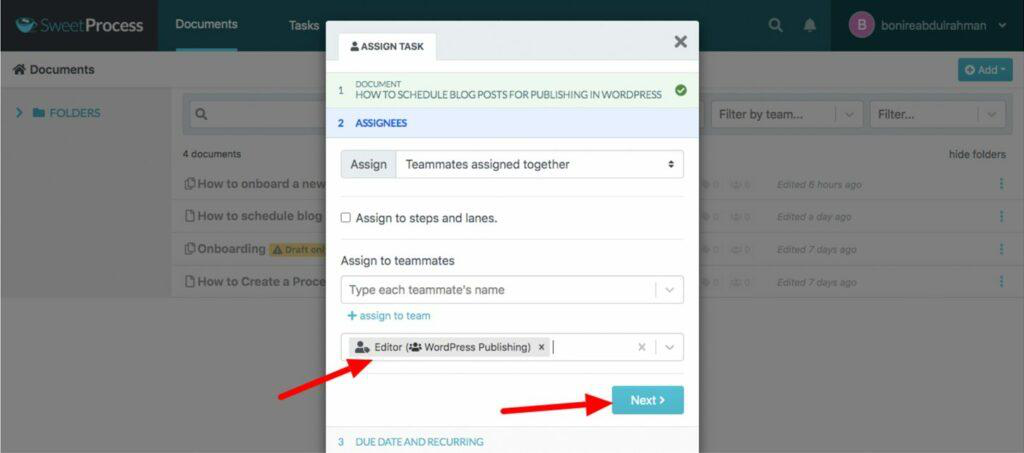
Click “Next,” and you’ll be taken to a screen like the one below.
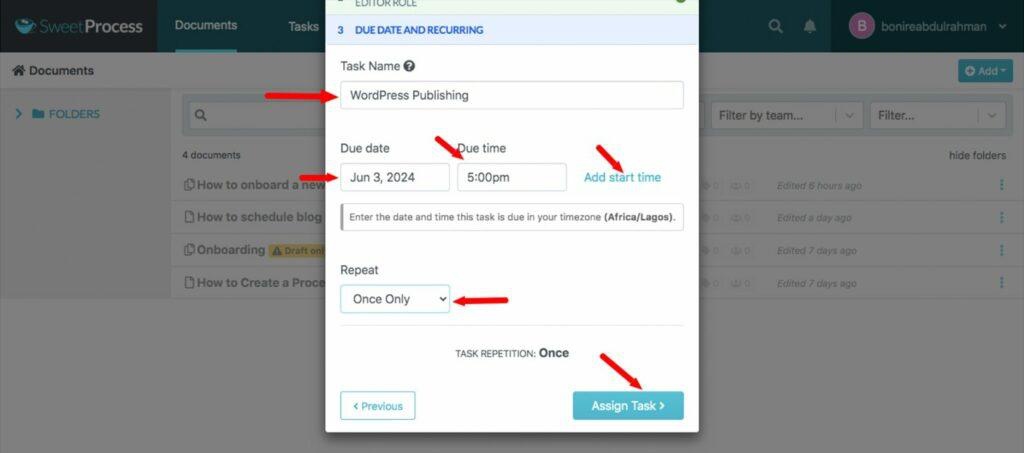
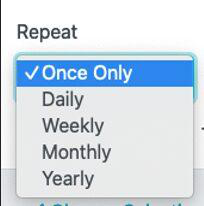
Here, you can name your task, set the due date and time, and include a start time. You also get to indicate if the task is one-off or repetitive. If the task is recurring, you can predict the frequency of recurrence (that is, daily, weekly, monthly, or yearly), then click “Assign Task.”
Turn Existing Procedures and Policies Into a Beautiful Knowledge Base
You can use SweetProcess to create a knowledge base or multiple knowledge bases. You can let your customers, suppliers, and others access some of your procedures and policies in a knowledge base.
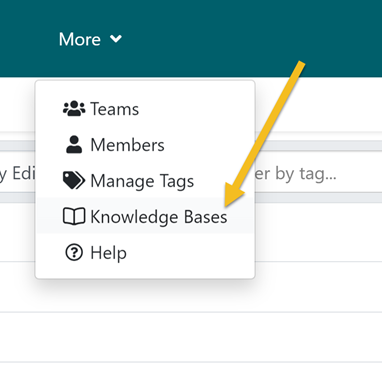
1) Click on the “More” dashboard link to reveal a drop-down menu.

2) Click on the “Knowledge Bases” button.
3) Once the new page loads, click the “Create Knowledge Base” button.
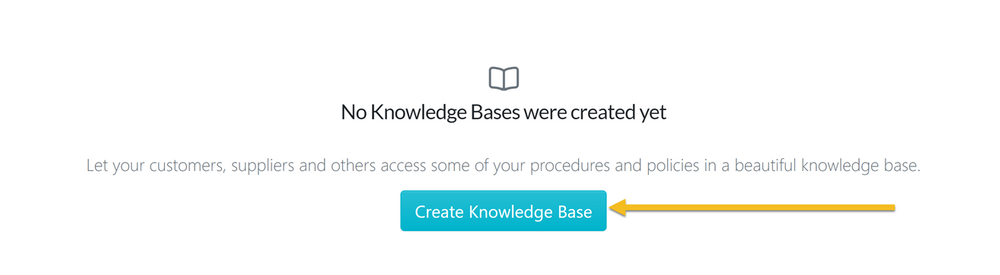
4) Enter the title of your knowledge base and click the “Continue” button.

Manage Procedures, Processes, and Policies
Effectively managing your business processes involves more than documenting them; it requires execution, monitoring, and continuous improvement. SweetProcess is on top of reinventing how you handle these elements by offering a detailed, user-friendly platform. Its robust features, including lean processes, are tailored to manage, track, and improve business processes.
Perry Beebe, the managing director at All Residential Real Estate, saw his company grapple with the limitations of manually managing procedures. Processes were outdated and inaccessible, which was a clear obstacle to productivity and operational consistency.
SweetProcess made streamlining his company’s processes easy, improving comprehension and execution. Employees could also access procedures easily, ensuring tasks were performed consistently and correctly across the board.
One of the standout benefits that SweetProcess brought to All Residential Real Estate was the effective onboarding process for new hires. This process drastically reduced the learning curve by providing them with all the necessary tools and information through the platform, significantly reducing the time and resources spent on training.
How to Assign and Track Tasks on SweetProcess
Step 1: On your SweetProcess dashboard, navigate to the task you want to assign under “Procedures” or “Process.”
Step 2: Click on the three-dot menu next to your chosen item.

Step 3: Click “Assign as Task” from the dropdown menu.
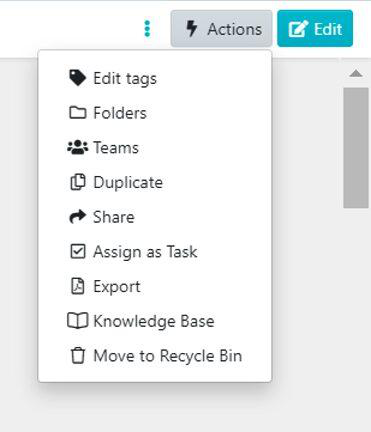
Another way is to do this from the “Actions” menu when viewing the procedure or process in detail.
Step 4: Decide if you’re assigning a single task to one team or multiple tasks to several team members.
Step 5: Choose teammates to whom you want tasks assigned.
Step 6: Detail the task. Specify the task’s starting time and deadline. You can also decide if you want teammates to start the task early.
By default, tasks are one-time, but you can set them to repeat (e.g., every third Friday of the month, weekly, etc.) based on requirements.
Step 7: After entering all the details, assign the task.
Both you and your team members will receive notifications regarding the status of tasks, such as alerts for overdue tasks, notifications upon completion, or reminders for upcoming tasks.
How to Set up Your Teams to Reflect Your Company Culture
The instructions below will show you how to create a team.
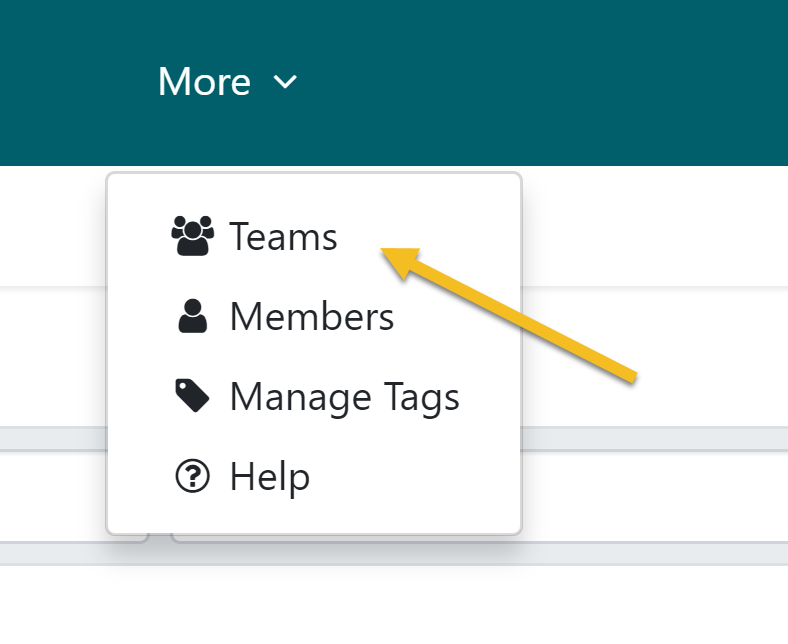
From the top navigation bar, click on the “More” tab. Then scroll down to click on the “Teams” button.
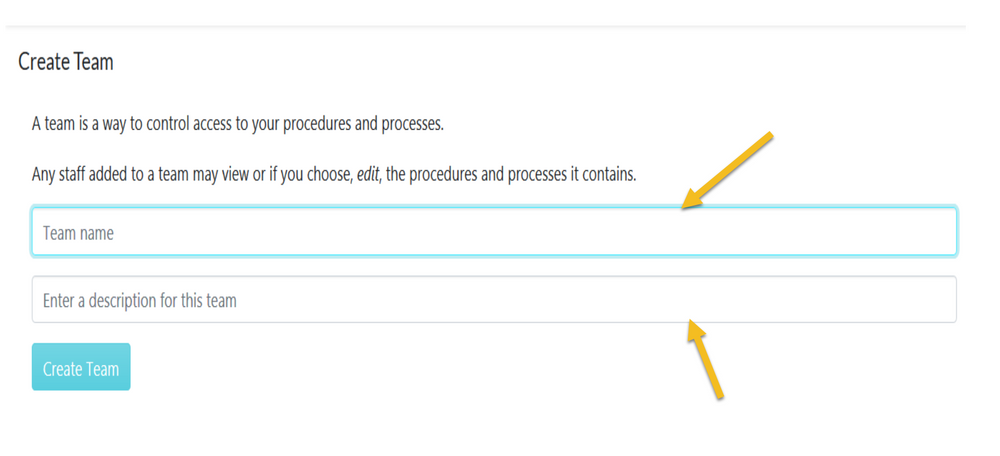
2) When the page opens up, click on the “Create Team” button.

3) When the new page opens up, enter the team details, such as name and description. Then click on the “Create” button to create the team.
SweetProcess offers a 14-day free trial. Sign up now.
9 Lean Process Improvement Tools

1. Six Sigma (DMAIC Model)
Six Sigma is a data-driven approach that improves processes by identifying and eliminating defects and variations. The DMAIC model is a core component of Six Sigma, which stands for define, measure, analyse, improve, and control, representing the five phases of the model.
Define
Clearly define and identify the project’s problem, goals, and scope. This entails the following:
- Identifying the project’s objectives and deliverables
- Identifying customer requirements and expectations (both internal and external)
- Organizing the project team and allocating resources
- Setting clear, measurable goals (e.g., reduce defects by 20%)
Measure
Gathering data to understand the current process performance and baseline metrics is ideal. This involves the following:
- Diagnosing key performance indicators (KPIs) and critical-to-quality (CTQ) factors
- Recording information on the existing process to measure its effectiveness and identify potential variations
- Developing a data collection plan and compiling reliable, quantifiable data
This will allow for a robust comprehension of the current performance, including baseline data and process maps.
Analyse
Analysis is required to identify the root causes of work problems and inefficiencies. This process involves the following:
- Analyzing the data collected brings to light patterns, trends, and underlying causes of workflow inefficiencies
- Using statistical tools (such as Pareto analysis, cause-and-effect diagrams, or regression analysis) to highlight key issues
- Verification of hypotheses and concluding factors that contribute significantly to the problem
Improve
This approach makes for the conceptualising and appraising of the solutions that address the root causes pinpointed in the analysis phase. The steps involved include:
- Pilot testing the solutions and measuring their impact
- Reworking and finalizing the best solutions based on testing results
- Maximizing data, which eliminates inefficiencies and reduces defects
Control
This model ensures sustained improvements and tracking process performance that remains at optimal levels. This means implementing control mechanisms such as process monitoring tools, control charts, or standard operating procedures (SOPs). The steps involved include:
- Building a plan for continued process monitoring and improvement
- Onboarding employees and ensuring knowledge transfer to maintain process improvements
- Stable and continuous monitoring to ensure long-term success
2. 5S Method
The 5S method is a workplace organization tool designed to foster efficiency, reduce time wastage, and promote a productive environment. It offers a step-by-step system that upholds workspace safety, clarity, and effectiveness. Here are the five key components involved in the 5S method:
Sort
The first step involves separating relevant items from unnecessary ones. At this point, identify the essential things that matter to the workflow and remove the valueless things. By decluttering the workspace, you minimize distractions and improve output. This step also ascertains that only the materials required for tasks are readily accessible.
Set Order
After eliminating unnecessary items, it is time to assemble the necessary things logically and efficiently. Every item should be appropriately sorted and have a designated place, making it easy to find and return after use. This step stresses creating a systematic layout that eliminates wasted time and effort searching for tools or materials.
Shine
This step emphasizes orderliness and maintenance. It means constantly cleaning the workspace and tools to prevent unwanted and unnecessary clutter that can disrupt productivity.
Standardize
At this stage, documentation begins. However, you must ensure that sorting, organizing, and cleaning have occurred. To get this done, consider documenting the processes, assigning responsibilities, and developing schedules that allow the 5S principles to be part of daily routines. This train of action fosters uniformity and influences everyone to follow the same approach.
Sustain
At the final step, the focus is on embedding the 5S culture for regular audits that reinforce adherence to the 5S principles. Employees are encouraged to take ownership of maintaining the system, promoting a culture of continuous improvement and long-term success.
3. The 5 Whys
This simple, proactive, and troubleshooting method helps teams pinpoint the bottleneck’s root cause by asking “Why?” at least five times. Each “Why” opens up a deeper layer of familiarity, making teams conversant and moving beyond the traits to address the core issue. This tool is typically adopted in lean and Six Sigma to drive meaningful improvements.
4. Bottleneck Analysis
This tool is essential for optimizing productivity. The bottleneck analysis method unravels the weakest link of a process, which limits workflow. By identifying and fixing this hitch, organizations can better their work output, minimize delays, and make processes run a lot more smoothly.
5. Plan-Do-Check-Act (PDCA)
PDCA promotes data-driven and sustainable improvements. The PDCA cycle is a progressive approach that fosters continuous improvement. It involves the following:
Plan: This involves defining the problem and strategizing solutions.
Do: Administer the plan on a small scale to see how it works.
Check: Observe the results to determine the success rate.
Act: Standardize successful outcomes and changes or refine the solution to arrive at the best result.
6. Error Proofing (a.k.a. Poka-Yoke)
The poka-yoke, or error-proofing method, typically includes creating result-driven mechanisms within workflows to detect and avoid errors. This method enhances quality and reduces waste, promoting reliability and efficiency. This works by creating systems that don’t give room for mistakes or self-correction.
7. Root Cause Analysis
Root Cause Analysis (RCA) is a designed approach for pinpointing and addressing the fundamental motives behind a challenge. Using root cause analysis templates like fishbone diagrams, Pareto charts, or the 5 Whys, RCA ensures that solutions target the source of the issue rather than its symptoms, reducing the likelihood of recurrence.
8. Single-Minute Exchange of Die (SMED)
SMED reduces downtime, optimizes flexibility, and promotes overall operational efficiency. The SMED approach focuses on limiting the time for changeovers in production processes. It separates internal and external tasks, regulating procedures, and refining steps.
9. Value Stream Mapping (VSM)
Value Stream Mapping is a visual tool that illustrates workflows through a process. It figures out value-adding and non-value-adding activities, making teams streamline workflows, avoid and cut down waste, and elevate value delivery to customers.
Lean Process Improvement vs. Value Stream Management

Lean process improvement offers the framework for promoting a culture of continuous enhancement. Value stream management takes on the role of a magnifying glass, providing detailed insights into how value is delivered. Ultimately, they complement each other as lean fosters operational excellence across the board, while VSM focuses deeply on delivering maximum value to customers.
| Aspect | Lean Process Improvement | Value Stream Management (VSM) |
| Definition | A mechanism that promotes waste elimination and improvement of workflows and processes. | A visual tool for mapping the flow of materials, information, and value through a process. |
| Goal | To systematize and create waste-free processes that offer extreme value to the customer. | To pinpoint problems and hitches, and focus on value-adding activities that optimize the entire process. |
| Focus | A robust amendment of workflows, including culture, systems, and processes. | Tailored visualization, development, and upgrade of end-to-end value delivery. |
| Approach | Progressive in nature and focuses on continuous small successes over time (e.g., 5S, Kaizen). | A methodical approach that offers a big-picture analysis of processes to identify bottlenecks and waste. |
| Tools | Adopts tools like 5S, PDCA, Kanban, and the 5 Whys for improvement. | It depends greatly on mapping tools to document and identify the current and future state. |
| Level of Detail | Emphasis on improving granular processes or activities within the organization. | Analyzes the entire value stream to understand how value flows from start to finish. |
| Data-Driven | Uses conceptual data for ongoing improvements. | Focuses on metrics like lead time, cycle time, and process efficiency ratios. |
| Team Involvement | Fosters collaboration across departments for continuous improvement. | Calls for cross-functional teams to map and improve the value stream. |
| Flexibility | Applicable to any process or system that needs improvement, regardless of industry or scope. | It relies heavily on processes where value delivery can be tracked and analyzed. |
| Outcome | Improved efficiency, reduced costs, and higher quality output. | A clear blueprint for eliminating waste and optimizing value delivery to customers. |
Lean Process Improvement vs. Agile

Lean process improvement and agile both seek to promote efficiency and value; however, their approaches diverge in terms of focus, flexibility, and application. Lean processes are suitable for optimizing workflows and reducing waste in manufacturing, while agile’s progressive nature excels in dynamic environments like software development.
| Aspect | Lean Process Improvement | Agile |
| Core Focus | Fostering efficiency by reducing waste in processes. | Ensuring value in incremental, flexible progression. |
| Approach | Systematizing processes for continuous efficiency. | Focusing on adaptability and collaboration in development. |
| Key Principles | Reduce waste, simplify flow, and standardize processes. | Respond to improved results, customer collaboration, and deliver working software. |
| Flexibility | Process-driven and gives room for less flexibility in changes once standardized. | Maximum flexibility, making room for continuous changes during the project lifecycle. |
| Timeframe | Prolonged focus on gradual process improvement. | Offers short-term progression on process improvement. |
| Team Roles | Structured roles with clear responsibilities. | It fosters collaborative teams to work together where roles are often fluid and cross-functional. |
| Tools & Techniques | Value stream mapping, 5S, Kaizen, JIT, SMED. | Scrum, Kanban, sprint planning, backlogs. |
| Customer Involvement | Indirect: focuses on internal process efficiency. | Direct and continuous involvement through regular feedback and reviews. |
| Focus Area | Fine-tuning internal processes to eliminate waste and improve quality. | Meeting customer needs and promoting product development through flexibility. |
| Scope of Application | Typically used in manufacturing, production, and operations. | This is typically used in software development, product management, and IT. |
| Change Management | Change is introduced in a controlled and minimal manner. | Change is promoted and expected throughout the project lifecycle. |
| End Goal | Progressive improvement of processes and value delivery. | Immediate delivery of active, customer-centered products or services. |
Similarities
Efficiency and Value Delivery
The two mechanisms offer value to customers by improving processes through minimizing waste (lean) or maximizing adaptability (agile).
Continuous Improvement
Lean and agile foster ongoing evaluation and refinement of processes, though the methods of achieving this differ.
Customer Focus
The two methods are focused on satisfying customer needs. Lean focuses on improving internal processes, and agile on intensely incorporating customer feedback into development.
Differences
Approach to Change
Lean is about making progressive improvements over time, while agile is big on flexibility, responding rapidly to changes and evolving requirements.
Scope and Application
The lean method is typically applied to manufacturing and operational processes, while agile is primarily used in software development and project management.
Timeframes
Lean fosters long-term business process improvements, while agile is focused on delivering smaller, quick releases in short sprints or cycles.
Lean Process Improvement vs. DevOps

It is important to note that lean process improvement and DevOps come from different roots. This means lean from manufacturing and DevOps from software development. They have a shared focus on continual improvement, efficiency, and collaboration, which makes them complementary. By leveraging lean process improvement tools alongside DevOps practices, organizations can bridge these disciplines, streamline workflows, and foster a culture of adaptability.
| Aspect | Lean Process Improvement | DevOps |
| Core Focus | Promotes improvement, waste reduction, and continuous improvement. | Fosters collaboration, automation, and continuous integration/delivery. |
| Goal | Simplify processes to bring about value faster with less waste. | Software can be transmitted swiftly and reliably through cooperation between development and operations. |
| Methodology | Focuses on reducing activities that add no value through techniques like 5S, Kaizen, and value stream mapping. | Harnesses automation, continuous integration, and feedback problems for faster software deployment and improved operational stability. |
| Process Improvement | Progressive refinement of workflow to remove inconsistencies and hitches that hinder inefficiency. | Offers continuous delivery and harnesses feedback loops to optimize software development and operational workflows. |
| Approach to Change | Offers cumulative improvements over time through small, manageable changes. | It offers rapid and progressive changes with a deep focus on automation and real-time feedback. |
| Tools & Techniques | Value stream mapping, 5S, Kaizen, Kanban, root cause analysis, SMED. | CI/CD pipelines, containerization, infrastructure as code, monitoring, automated testing. |
| Scope | This is typically applied to manufacturing, service, and administrative processes across industries. | This is focused on IT and software development but exponentially applied to broader digital operations. |
| Culture | Promotes a culture of continuous progress with a deep delve into employee engagement and problem-solving. | Fosters collaborative and shared responsibility between development, operations, and sometimes QA teams. |
| Customer Impact | Has a direct impact on product/service quality and customer satisfaction through waste reduction. | Has a direct impact on software reliability, faster release cycles, and improved user experience. |
| Risk Mitigation | Eliminates risk by reducing waste, improving quality, and fostering predictable and efficient processes. | Eliminates risk by automating manual tasks, promoting faster, more consistent deployments, and improving system reliability. |
Similarities
Continuous Improvement
Lean and DevOps promote increased improvement in different contexts. Lean does this in processes, and DevOps does this in software development and operations.
Efficiency and Waste Reduction
Both methodologies increase efficiency. Lean achieves this by reducing business process waste, while DevOps does this by lowering inefficiencies through automation and optimized workflows.
Collaboration
Both lean and DevOps dig into enhancing collaboration. Lean promotes teamwork across functions, while DevOps breaks down silos between development and operations teams.
Differences
Scope of Application
Lean is deployed across a wide range of industries, while DevOps is primarily targeted at software development and IT operations.
Approach to Change
Lean is about small, incremental changes to improve processes, while DevOps focuses on swift, frequent changes supported by automation.
Tools and Techniques
Lean adopts tools like value stream mapping and Kaizen to optimize processes. DevOps, on the other hand, capitalizes on CI/CD, automation, and cloud technologies for software delivery and infrastructure management.
Manage Your Company’s Lean Process Improvement Seamlessly With SweetProcess

Customers expect their needs to be met. They don’t mind switching services when they no longer get value for their money. This is why you must be on the path of continual improvement, enhancing your processes and streamlining your workflows. SweetProcess has helped many businesses scale and continuously improve their services. Check it out by signing up for a 14-day free trial. No credit card is required.
